LO MÁS VISTO
Noticias
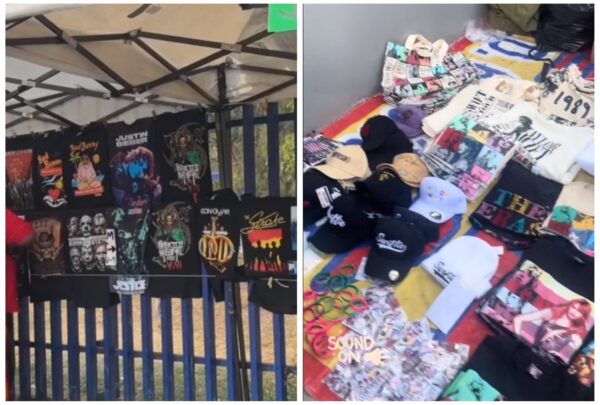
Tianguis de mercancía no vendida en conciertos de la CDMX: lugar, fecha y horarios
mercado
Finanzas
De Elon Musk a Carlos Slim: ellos son los 20 más ricos del mundo para arrancar 2026
Carlos Slim

Noticias
Fin de una era en Japón: pandas vuelan a China, pero XinXin se queda en Chapultepec
Chapultepec panda historia

Ideas de Negocios
25 formas reales de ganar dinero desde casa en México
e-commerce México


 Español (Original)
Español (Original)
 English
English
 Français
Français
 Português
Português
 Deutsch
Deutsch
 中文
中文